 ENG
ENG 
1. အခန်းကဏ္ဍနှင့် အသုံးချမှု PVC ဆေးထိုးစက်
ပလပ်စတစ် ပြုပြင်ခြင်းလုပ်ငန်း၏ အဓိက စက်ပစ္စည်းဖြစ်သောကြောင့် PVC ဆေးထိုးစက်သည် ယနေ့ စက်မှုကုန်ထုတ်နယ်ပယ်တွင် အရေးပါသော အခန်းကဏ္ဍမှ ပါဝင်ပါသည်။ Polyvinyl chloride (PVC) ကို ဘက်စုံသုံး၊ ကုန်ကျစရိတ်သက်သာပြီး တာရှည်ခံသော သာမိုပလတ်စတစ်ပစ္စည်းအဖြစ်၊ ဆောက်လုပ်ရေး၊ ဆေး၊ မော်တော်ကားနှင့် လူသုံးကုန်ပစ္စည်းများကဲ့သို့သော နယ်ပယ်များစွာတွင် ကျယ်ကျယ်ပြန့်ပြန့် အသုံးပြုကြသည်။

PVC ဆေးထိုးပုံသွင်းစက်သည် polyvinyl chloride ပစ္စည်းများကို စီမံဆောင်ရွက်ရာတွင် အထူးအသုံးပြုသည့် အထူးဆေးထိုးစက်ဖြစ်ပြီး၊ ပလပ်စတစ်ပြုပြင်ခြင်းလုပ်ငန်းတွင် အစားထိုး၍မရသော အနေအထားကို နေရာယူထားသည်။ စက်မှုလုပ်ငန်းဒေတာစာရင်းဇယားများအရ၊ ကမ္ဘာ့ပလပ်စတစ်ဆေးထိုးခြင်းလုပ်ငန်း၏ 23% ခန့်သည် PVC ပစ္စည်းများ အထူးသဖြင့် အဆောက်အဦ၊ ပိုက်များ၊ ဆေးဘက်ဆိုင်ရာပစ္စည်းများနှင့် ဝါယာကြိုးများနှင့် ကေဘယ်လ်များတွင် ပါဝင်ပြီး PVC ဆေးထိုးစက်များ၏ အသုံးချမှုအချိုးသည် 60% ကျော်အထိ မြင့်မားသည်။ ဤကျယ်ပြန့်သောအပလီကေးရှင်း၏နောက်ကွယ်တွင် PVC ပစ္စည်းများကိုယ်တိုင်၏ထူးခြားသောစွမ်းဆောင်ရည်အားသာချက်များနှင့်ဆေးထိုးပုံသွင်းခြင်းလုပ်ငန်းစဉ်၏ထိရောက်သောပေါင်းစပ်မှုဖြစ်သည်။
PVC ဆေးထိုးပုံသွင်းစက်၏ အဓိကလုပ်ဆောင်ချက်မှာ တိကျသောအရွယ်အစားနှင့် လုပ်ငန်းဆောင်တာလက္ခဏာများဖြစ်သော ကုန်ကြမ်းများကို ပလပ်စတစ်ထုတ်ကုန်များအဖြစ်သို့ ပြောင်းလဲစေရန်ဖြစ်ပြီး အဓိကအဆင့်သုံးဆင့်ဖြစ်သည့် အပူပေးပလပ်စတစ်ပြုလုပ်ခြင်း၊ ဖိအားမြင့်ဆေးထိုးခြင်းနှင့် မှိုပုံသွင်းခြင်းတို့ဖြစ်သည်။ ယေဘူယျ ဆေးထိုးပုံသွင်းစက်များနှင့် နှိုင်းယှဉ်ပါက PVC ဆေးထိုးစက်များသည် PVC ပစ္စည်းများ၏ ဝိသေသလက္ခဏာများ အတွက် ပိုမိုကောင်းမွန်အောင် ပြုလုပ်ထားပြီး၊ အပူတည်ငြိမ်မှု ညံ့ဖျင်းခြင်း၊ အရည်ပျော်ကျစ်ခဲခြင်းနှင့် ပြိုကွဲလွယ်ခြင်းကဲ့သို့သော နည်းပညာဆိုင်ရာ အခက်အခဲများကို ထိရောက်စွာ ကျော်လွှားနိုင်သည်။ ဆောက်လုပ်ရေးလုပ်ငန်းတွင်၊ ပိုက်အဆက်များ၊ အဆစ်များနှင့် PVC ဆေးထိုးစက်များမှ ထုတ်လုပ်သော တံခါးနှင့် ပြတင်းပေါက် ဆက်စပ်ပစ္စည်းများသည် ရာသီဥတုဒဏ်ခံနိုင်ရည်နှင့် ဓာတုဗေဒတည်ငြိမ်မှု အလွန်ကောင်းမွန်ပါသည်။ ဆေးဘက်ဆိုင်ရာနယ်ပယ်တွင် PVC ဆေးထိုးပုံသွင်းခြင်းဖြင့် ပုံသွင်းသော ပြုတ်ရည်အိတ်များနှင့် ပိုက်သွင်းခြင်းကဲ့သို့သော ထုတ်ကုန်များသည် တင်းကျပ်သော biocompatibility လိုအပ်ချက်များနှင့် ကိုက်ညီပါသည်။
စက်မှုကွင်းဆက်၏ရှုထောင့်မှကြည့်လျှင် PVC ဆေးထိုးပုံသွင်းစက်များသည် ကုန်ကြမ်းများနှင့် terminal applications များကြားတွင် အလယ်တွင်ချိတ်ဆက်နေပြီး ၎င်းတို့၏နည်းပညာအဆင့်သည် နောက်ဆုံးထုတ်ကုန်၏အရည်အသွေးနှင့် ထုတ်လုပ်မှုကုန်ကျစရိတ်ကို တိုက်ရိုက်အကျိုးသက်ရောက်စေသည်။ အရည်အချင်းပြည့်မီသော PVC ဆေးထိုးပုံသွင်းစက်သည် များသောအားဖြင့် ဆေးထိုးစနစ်၊ မှိုညှပ်စနစ်၊ ဟိုက်ဒရောလစ်စနစ်၊ ထိန်းချုပ်မှုစနစ်နှင့် အပူချိန်ထိန်းချုပ်မှုစနစ်ကဲ့သို့သော အဓိကအစိတ်အပိုင်းများဖြင့် ဖွဲ့စည်းထားသည်။ ဤစနစ်များ၏ ညှိနှိုင်းလုပ်ဆောင်မှုမှာ PVC ပစ္စည်းများသည် အကောင်းဆုံးအခြေအနေများအောက်တွင် ပုံသွင်းခြင်းလုပ်ငန်းစဉ်ကို အပြီးသတ်နိုင်စေရန် သေချာစေသည်။ ပတ်ဝန်းကျင်ကာကွယ်ရေးလိုအပ်ချက်များနှင့် ဆေးဘက်ဆိုင်ရာလိုအပ်ချက်များ တိုးတက်လာမှုနှင့်အတူ PVC ဆေးထိုးပုံသွင်းစက်များသည် ပိုမိုတိကျသော၊ စွမ်းအင်ချွေတာပြီး ဉာဏ်ရည်ထက်မြက်သော ဦးတည်ချက်ဖြင့် ဖွံ့ဖြိုးလာပါသည်။
PVC ဆေးထိုးပုံသွင်းစက်များ၏ လုပ်ငန်းဆိုင်ရာ တိကျမှုကိုလည်း ပစ္စည်းဖော်မြူလာများနှင့် လိုက်လျောညီထွေရှိမှုတွင် ထင်ဟပ်ပါသည်။ ဖြည့်စွက်ပစ္စည်းများဖြင့် ချိန်ညှိနိုင်သော ဂုဏ်သတ္တိရှိသော ပလပ်စတစ်အဖြစ် PVC ကို အမျိုးအစားနှစ်မျိုး ခွဲခြားထားသည်- တောင့်တင်းသော PVC (RPVC) နှင့် ပြောင်းလွယ်ပြင်လွယ် PVC (FPVC) တို့ဖြစ်သည်။ တောင့်တင်းသော PVC သည် မြင့်မားသော ခိုင်ခံ့မှုနှင့် တောင့်တင်းမှုရှိပြီး ဆောက်လုပ်ရေးပစ္စည်းများတွင် အသုံးပြုလေ့ရှိသည်။ ပျော့ပျောင်းသော PVC သည် ပလပ်စတစ်ဆားများ ပေါင်းထည့်ခြင်းကြောင့် ပျော့ပျောင်းပြီး ပျော့ပျောင်းလာကာ ဆေးဘက်ဆိုင်ရာပိုက်များကဲ့သို့သော ထုတ်ကုန်များအတွက် သင့်လျော်သည်။ PVC ဆေးထိုးပုံသွင်းစက်များသည် ဤသိသာထင်ရှားစွာကွဲပြားသော ပစ္စည်းအမျိုးအစားနှစ်မျိုးကို ကိုင်တွယ်ဆောင်ရွက်နိုင်ရန် လိုအပ်ပြီး စက်ပစ္စည်းသည် ပိုမိုကျယ်ပြန့်သောလုပ်ငန်းစဉ်ပြတင်းပေါက်နှင့် ပိုမိုလိုက်လျောညီထွေရှိသော ကန့်သတ်ချိန်ညှိနိုင်စွမ်းရှိရန် လိုအပ်ပါသည်။ တစ်ချိန်တည်းမှာပင်၊ ပိုမိုတင်းကျပ်သော သဘာဝပတ်ဝန်းကျင်ဆိုင်ရာ စည်းမျဉ်းများနှင့်အတူ၊ ခဲ-မပါသော ငြိမ်ဆေးများနှင့် ပတ်ဝန်းကျင်နှင့် သဟဇာတဖြစ် ပလပ်စတစ်ဆားအသစ်များကို အသုံးပြုခြင်းသည် PVC ဆေးထိုးစက်များအတွက် နည်းပညာဆိုင်ရာ လိုအပ်ချက်အသစ်များကို ပေးဆောင်လာပါသည်။
စီးပွားရေးအကျိုးအမြတ်အရ PVC ဆေးထိုးစက်များသည် ထုတ်လုပ်သူများအား ပြိုင်ဆိုင်မှုမြင့်မားသော ထုတ်လုပ်မှုဖြေရှင်းနည်းများကို ပေးဆောင်သည်။ သတ္တုပြုပြင်ခြင်း သို့မဟုတ် အခြားပလပ်စတစ်ပုံသွင်းခြင်းလုပ်ငန်းစဉ်များနှင့် နှိုင်းယှဉ်ပါက PVC ဆေးထိုးခြင်းလုပ်ငန်းသည် တိုတောင်းသောစက်ဝန်း၊ မြင့်မားသောပစ္စည်းအသုံးပြုမှုနှင့် အလုပ်သမားတောင်းဆိုမှုနည်းပါးသည်၊ ၎င်းသည် အကြီးစားစံပြုထုတ်ကုန်များထုတ်လုပ်ရန်အတွက် အထူးသင့်လျော်ပါသည်။ ဆောက်လုပ်ရေးစက်မှုလုပ်ငန်းတွင် PVC ပိုက်ဆက်စပ်ပစ္စည်းများကို နမူနာအဖြစ်ယူ၍ အလတ်စား PVC ဆေးထိုးစက်၏နေ့စဉ်ထုတ်လုပ်မှုစွမ်းရည်သည် 5,000-8,000 အပိုင်းအထိရောက်ရှိနိုင်ပြီး ထုတ်ကုန်အလေးချိန်အမှားအယွင်းကို ±0.5% အတွင်း ထိန်းချုပ်နိုင်သည်။ ထိုသို့သော တိကျမှုနှင့် ထိရောက်မှုတို့သည် အခြားလုပ်ငန်းစဉ်များနှင့်အတူ အောင်မြင်ရန် ခက်ခဲပါသည်။ ထို့အပြင်၊ PVC ဆေးထိုးပုံသွင်းစက်များသည် ရှည်လျားသောမှိုသက်တမ်း (ပုံမှန်အားဖြင့် အကြိမ် 500,000 မှ 1 သန်းအထိ) နှင့် စွမ်းအင်သုံးစွဲမှုအတော်လေးနည်းသည် (သတ္တုအသေပုံသွင်းခြင်းထက် 40% ခန့် စွမ်းအင်ချွေတာနိုင်သည်) သည် ထုတ်လုပ်မှုကုန်ကျစရိတ်ကို ပိုမိုလျှော့ချပေးသည်။
"ပလပ်စတစ်အစားထိုးသံမဏိ" ၏လမ်းကြောင်းကိုစဉ်ဆက်မပြတ်ဖွံ့ဖြိုးတိုးတက်လာသည်နှင့်အမျှ PVC ဆေးထိုးစက်များ၏အရေးပါမှုကိုထပ်လောင်းမီးမောင်းထိုးပြလိမ့်မည်။ အထူးသဖြင့် ပေါ့ပါးသော၊ ချေးခံနိုင်ရည်နှင့် ကုန်ကျစရိတ်ထိန်းချုပ်မှုကို လိုက်စားသည့် လျှောက်လွှာနယ်ပယ်တွင် PVC ဆေးထိုးခြင်း ထုတ်ကုန်များသည် ရိုးရာပစ္စည်းများကို အဆက်မပြတ် အစားထိုးလျက်ရှိသည်။ ဤအသွင်ကူးပြောင်းမှုအောင်မြင်ရန် အဓိကကိရိယာအနေဖြင့် PVC ဆေးထိုးစက်များ၏ စျေးကွက်ချဲ့ထွင်မှုနည်းပညာဆိုင်ရာ ဆန်းသစ်တီထွင်မှုနှင့် စျေးကွက်ချဲ့ထွင်မှုသည် စက်မှုလုပ်ငန်း၏အာရုံစိုက်မှုကို ဆက်လက်ဆွဲဆောင်နိုင်မည်ဖြစ်သည်။
2. PVC ဆေးထိုးပုံသွင်းစက်များ၏ လုပ်ငန်းနိယာမနှင့် လုပ်ငန်းစဉ် စီးဆင်းမှု
PVC ဆေးထိုးပုံသွင်းစက်များ၏ လုပ်ဆောင်မှုနိယာမသည် သာမိုပလတ်စတစ်ပုံသွင်းခြင်းဆိုင်ရာ လက္ခဏာများပေါ်တွင် အခြေခံသည်။ အပူချိန်၊ ဖိအားနှင့် အမြန်နှုန်းကဲ့သို့သော ကန့်သတ်ဘောင်များကို တိကျစွာထိန်းချုပ်ခြင်းဖြင့် PVC ကုန်ကြမ်းများကို လိုချင်သောပုံသဏ္ဍာန်ရှိသော ထုတ်ကုန်များအဖြစ်သို့ ပြောင်းလဲပါသည်။ ဤလုပ်ငန်းစဉ်သည် ရှုပ်ထွေးပြီး တိကျသောလုပ်ဆောင်မှုစနစ်တစ်ခုအဖြစ် ဖန်တီးရန်အတွက် စက်မှုအင်ဂျင်နီယာ၊ ပစ္စည်းများသိပ္ပံနှင့် အလိုအလျောက်ထိန်းချုပ်မှုကဲ့သို့သော နယ်ပယ်ပေါင်းစုံနည်းပညာများကို ပေါင်းစပ်ထားသည်။ PVC ဆေးထိုးပုံသွင်းစက်များ၏ အလုပ်လုပ်ဆောင်မှု နိယာမကို နားလည်ခြင်းသည် ထုတ်လုပ်မှု လုပ်ငန်းစဉ်များကို အကောင်းဆုံးဖြစ်အောင် နှင့် ထုတ်ကုန်အရည်အသွေး မြှင့်တင်ရန် အရေးကြီးပါသည်။
စနစ်ဖွဲ့စည်းမှုနှင့်လုပ်ဆောင်ချက်
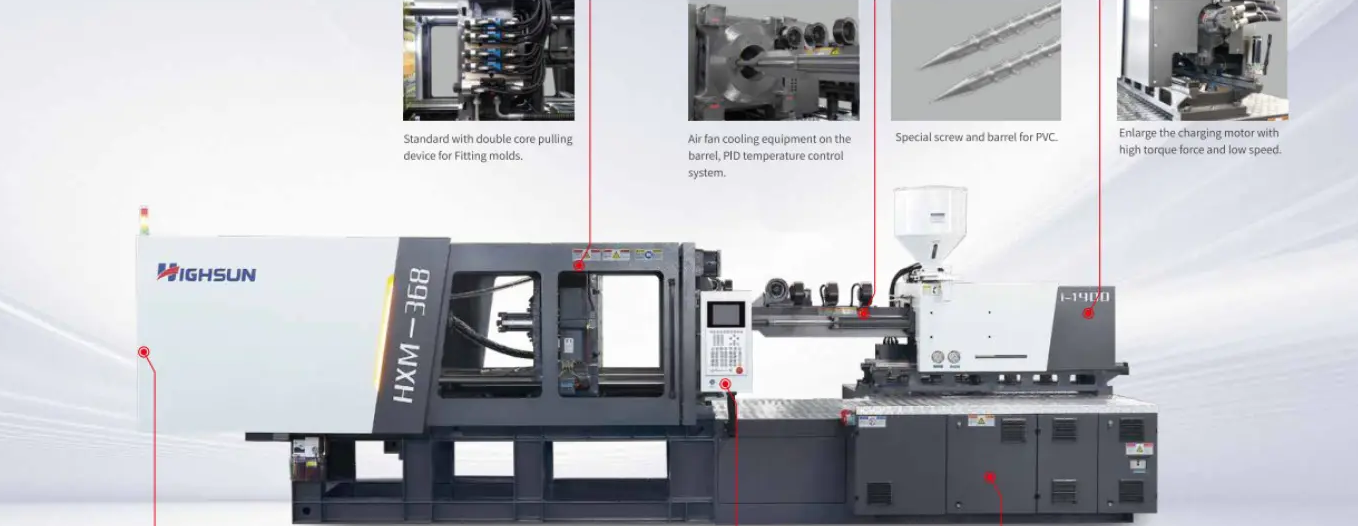
PVC ဆေးထိုးပုံသွင်းစက်ကို အဓိကအားဖြင့် ဆေးထိုးစနစ်၊ ကုပ်နှိပ်စနစ်၊ ဟိုက်ဒရောလစ်စနစ်၊ ထိန်းချုပ်မှုစနစ်နှင့် အပူချိန်ထိန်းချုပ်မှုစနစ် ငါးမျိုးဖြင့် ဖွဲ့စည်းထားသည်။ ဆေးထိုးစနစ်သည် PVC ပစ္စည်းများ ပလပ်စတစ်ပြုလုပ်ခြင်းနှင့် ဆေးထိုးခြင်းအတွက် တာဝန်ရှိသည်။ ၎င်းသည် စက်ကိရိယာ၏ အဓိက အစိတ်အပိုင်းဖြစ်ပြီး ခုန်ကူးခြင်း၊ စည်ပိုင်း၊ ဝက်အူနှင့် နော်ဇယ်ကဲ့သို့သော အဓိက အစိတ်အပိုင်းများ ပါဝင်သည်။ ယေဘူယျဆေးထိုးပုံသွင်းစက်များနှင့်မတူဘဲ PVC ဆေးထိုးပုံသွင်းစက်၏ဝက်အူသည် အများအားဖြင့် အထူးဒီဇိုင်းတစ်ခုရှိပြီး၊ သေးငယ်သောအလျား-အချင်းအချိုး (L/D) (ယေဘုယျအားဖြင့် 18:1 နှင့် 22:1) နှင့် ဖိသိပ်မှုအချိုး (1.8-2.5 ခန့်) ဖြင့် အပူဒဏ်မခံနိုင်သော PVC ပစ္စည်းများထံ ပွတ်သပ်အပူသွင်းခြင်းကို လျှော့ချရန်။ ကုပ်ခြင်းစနစ်သည် မှိုအဖွင့်အပိတ်နှင့် ကုပ်ကြိုးအား မှိုကို ထုလုပ်စဉ်အတွင်း အရည်ပျော်ဖိအားဖြင့် တွန်းမဖွင့်ကြောင်း သေချာစေရန် မှိုအဖွင့်အပိတ်နှင့် ကုပ်ကြိုးကို ထောက်ပံ့ပေးသည်။ ၎င်း၏ဖွဲ့စည်းပုံပုံစံများတွင် toggle အမျိုးအစား၊ ဟိုက်ဒရောလစ်အမျိုးအစားနှင့်လျှပ်စစ်အမျိုးအစားများပါဝင်သည်။ ဟိုက်ဒရောလစ်စနစ်သည် စက်တစ်ခုလုံးအတွက် ပါဝါထောက်ပံ့ပေးပြီး actuator တစ်ခုစီ၏ ရွေ့လျားမှုကို ထိန်းချုပ်သည်။ ထိန်းချုပ်မှုစနစ်သည် ကန့်သတ်သတ်မှတ်ချက်များ၊ ပရိုဂရမ်ထိန်းချုပ်မှုနှင့် လုပ်ငန်းစဉ်စောင့်ကြည့်ခြင်းအတွက် တာဝန်ရှိသည်။ အပူချိန်ထိန်းချုပ်မှုစနစ်သည် PVC ကဲ့သို့သော အပူဒဏ်မခံနိုင်သောပစ္စည်းများအတွက် အထူးအရေးကြီးသည့်စည်နှင့်မှို၏တိကျသောအပူချိန်ကို ထိန်းသိမ်းပေးသည်။
လုပ်ငန်းလည်ပတ်မှု ဆန်းစစ်ခြင်း။
PVC ဆေးထိုးပုံသွင်းခြင်းသည် စက်ဝန်းဖြစ်စဉ်တစ်ခုဖြစ်ပြီး စက်ဝန်းတစ်ခုစီတွင် စနစ်တကျလုပ်ဆောင်မှုများ ဆက်တိုက်ပါဝင်ပါသည်။ စက်မှုလုပ်ငန်းစံနှုန်းအရ ပြီးပြည့်စုံသော လုပ်ငန်းလည်ပတ်မှုတွင် အောက်ပါအဆင့်များ ပါဝင်သည်- မှိုပိတ်ခြင်း → ဆေးထိုးခြင်း → ဖိအား → အအေးခံခြင်း → ပလပ်စတစ်ပြုလုပ်ခြင်း → မှိုဖွင့်ခြင်း → ထုတ်ကုန်များ ထုတ်လွှတ်ခြင်း။
မှိုပိတ်သည့်အဆင့်တွင်၊ မှိုသည် မြင့်မားသောဖိအားအောက်တွင် ပိတ်ထားပြီး ထုတ်ကုန်ပရိုတင်းဧရိယာနှင့် ဆေးထိုးဖိအားအပေါ် အခြေခံ၍ ကုပ်တွယ်မှုကို တွက်ချက်သည်၊ များသောအားဖြင့် 30-80MPa ဖြစ်သည်။ ဆေးထိုးသည့်အဆင့်တွင်၊ ဝက်အူသည် စည်၏အရှေ့ဘက်စွန်းတွင် သွန်းသော PVC ကို မြင့်မားသောဖိအား (များသောအားဖြင့် 80-180MPa) နှင့် အရှိန်မြင့်သော မှိုအပေါက်ထဲသို့ ထိုးသွင်းရန် ရှေ့သို့ရွေ့လျားသည်။ ဤလုပ်ငန်းစဉ်သည် စက္ကန့်များစွာကြာပြီး ရှုပ်ထွေးသောထုတ်ကုန်ဖွဲ့စည်းပုံများနှင့် လိုက်လျောညီထွေဖြစ်အောင် အပိုင်းများတွင် ဆေးထိုးနှုန်းကို ထိန်းချုပ်နိုင်သည်။ အအေးကျုံ့သွားခြင်းကြောင့် လျှော့ချထားသော ပစ္စည်းအား ပြန်လည်ဖြည့်တင်းရန်အတွက် ဖိအားထိန်းအဆင့်တွင် သတ်မှတ်ထားသော ဖိအားကို ထိန်းသိမ်းခြင်းသည် ထုတ်ကုန်၏ အတိုင်းအတာတိကျမှုနှင့် မျက်နှာပြင်အရည်အသွေးအတွက် အရေးကြီးပါသည်။ အအေးခံသည့်အဆင့်သည် ထုတ်ကုန်ကို မှိုတွင် ခိုင်မာစေပြီး အချိန်သည် နံရံအထူနှင့် အအေးခံနိုင်မှုအပေါ် မူတည်သည်။ ပလပ်စတစ်ပြုလုပ်ခြင်းအဆင့်တွင်၊ ဝက်အူသည် နောက်စက်ဝန်းအတွက်ပြင်ဆင်ရန်အတွက် ပစ္စည်းအသစ်ကို ရှေ့သို့သယ်ဆောင်ကာ အရည်ပျော်စေရန် လှည့်ကာ သတ်မှတ်အနေအထားသို့ တချိန်တည်းပြန်ဆုတ်သွားပါသည်။ နောက်ဆုံးတွင်၊ မှိုပွင့်လာပြီး စက်လည်ပတ်မှုတစ်ခုပြီးမြောက်ရန် ထုတ်ကုန်ကို ထုတ်လွှတ်သည့် ယန္တရားက ဖယ်ရှားပေးသည်။
ဇယား- PVC ဆေးထိုးခြင်းအတွက် ပုံမှန် လုပ်ငန်းစဉ် ကန့်သတ်ချက်များ
| ကန့်သတ်ချက်အမျိုးအစား | တောင့်တင်းသော PVC (RPVC) | ပျော့ပျောင်းသော PVC (FPVC) | အဓိကသက်ရောက်မှု |
| စည်အပူချိန် (℃) | ၁၆၀-၁၉၀ | ၁၅၀-၁၈၀ | အရည်ပျော်ခြင်း၊ အပူပြိုကွဲခြင်းအန္တရာယ် |
| မှိုအပူချိန် (℃) | ၃၀-၅၀ | ၂၀-၄၀ | အအေးခံနှုန်း၊ မျက်နှာပြင်တောက်ပခြင်း။ |
| ထိုးသွင်းဖိအား (MPa) | 80-150 | ၇၀-၁၃၀ | မှိုဖြည့်သမာဓိ၊ အတွင်းစိတ်ဖိစီးမှု |
| ဖိအား (MPa) | ၄၀-၈၀ | ၃၀-၆၀
| ကျုံ့ခြင်း၊ အတိုင်းအတာ တိကျခြင်း။ |
| ဝက်အူအမြန်နှုန်း (rpm) |
၃၀-၇၀ | ၂၅-၆၀
| ပလပ်စတစ်ပြုလုပ်ခြင်း အရည်အသွေး၊ ပွတ်တိုက် အပူ |
| နောက်ဖိအား (MPa) | ၃-၁၀ | ၂-၈ | အရည်ပျော်သိပ်သည်းဆ၊ plasticization ထိရောက်မှု |
- PVC Processing ၏ထူးခြားချက်များ
PVC ဆေးထိုးပုံသွင်းခြင်းတွင် အဓိကအားဖြင့် PVC ၏ ပစ္စည်းဂုဏ်သတ္တိကြောင့်ဖြစ်သော PP နှင့် PE ကဲ့သို့သော ယေဘူယျပလတ်စတစ်များနှင့် နှိုင်းယှဉ်ပါက သိသာထင်ရှားသော လုပ်ငန်းစဉ် ကွာခြားမှုရှိပါသည်။ PVC သည် အပူတည်ငြိမ်မှု ညံ့ဖျင်းပြီး မြင့်မားသော အပူချိန်တွင် ဟိုက်ဒရိုဂျင်ကလိုရိုက် (HCl) ကို ထုတ်လွှတ်ရန် အလွယ်တကူ ပြိုကွဲသွားပါသည်။ ထို့ကြောင့်၊ လုပ်ငန်းစဉ်အတွင်း အပူချိန်ပြတင်းပေါက်သည် ကျဉ်းမြောင်းသည်၊ များသောအားဖြင့် ၎င်း၏သီအိုရီအရ ပြိုကွဲပျက်စီးမှုအပူချိန် (၂၁၀ ဒီဂရီစင်တီဂရိတ်) ထက် များစွာနိမ့်သည့် 150-190°C အကွာအဝေးအတွင်း ထိန်းချုပ်ထားသည်။ ဤစိန်ခေါ်မှုကိုဖြည့်ဆည်းရန်၊ PVC ဆေးထိုးပုံသွင်းစက်များသည် များသောအားဖြင့် ပိုမိုတိကျသောအပူချိန်ထိန်းချုပ်မှုစနစ်များ၊ ဇုန်အပူချိန်ထိန်းချုပ်မှုတိကျမှု ± 1°C အထိ၊ နှင့် shear heating ကိုလျှော့ချရန် အထူးဝက်အူဒီဇိုင်းဖြင့် တပ်ဆင်ထားပါသည်။ တစ်ချိန်တည်းမှာပင်၊ PVC အရည်ပျော်မှုသည် မှိုကိုအပြည့်အ၀ဖြည့်ရန် မြင့်မားသောထိုးဆေးဖိအား (များသောအားဖြင့် PP ထက် 20% မှ 30% ပိုမြင့်သော) လိုအပ်သော ပျစ်ပျစ်နှင့် စီးဆင်းမှုအားနည်းသောဂုဏ်သတ္တိများရှိသည်။ ထို့အပြင်၊ တည်ငြိမ်ဆေးများနှင့် ချောဆီများကဲ့သို့သော PVC ဖော်မြူလာများတွင် ဖြည့်စွက်ပစ္စည်းများသည် စည်အတွင်းတွင် အနည်ကျနေနိုင်သောကြောင့် PVC ဆေးထိုးစက်များသည် မကြာခဏ သန့်ရှင်းရေးနှင့် ပြုပြင်ထိန်းသိမ်းမှုများ လိုအပ်ပါသည်။
- ပလပ်စတစ်ပြုလုပ်ခြင်းနှင့် ထိုးသွင်းခြင်းဆိုင်ရာ အခြေခံမူများ
PVC ၏ ပလပ်စတစ်ပြုလုပ်ခြင်းလုပ်ငန်းစဉ်သည် ရုပ်ပိုင်းဆိုင်ရာအခြေအနေပြောင်းလဲခြင်း၏ ရှုပ်ထွေးသောလုပ်ငန်းစဉ်တစ်ခုဖြစ်သည်။ အစိုင်အခဲ PVC အမှုန်များသည် hopper မှစည်ထဲသို့ဝင်ရောက်ပြီးနောက်၊ ၎င်းတို့သည် glassy state၊ မြင့်မားသော elastic state မှ အပူနှင့်ဖြတ်ခြင်းအောက်တွင် viscous flow state သို့ ပြောင်းလဲခြင်းခံရသည်။ ဝက်အူလှည့်ခြင်းသည် ပစ္စည်းကို ရှေ့သို့ပို့ဆောင်ရန် ဆွဲယူစီးဆင်းမှုကို ထုတ်ပေးပြီး ဖြတ်တောက်ခြင်းလုပ်ဆောင်ချက်နှင့် ပြင်ပအပူပေးခြင်းတို့သည် PVC ကို တဖြည်းဖြည်း အရည်ပျော်စေပါသည်။ PVC သည် ဝင်ရိုးစွန်းပစ္စည်းဖြစ်သောကြောင့်၊ ၎င်း၏ အရည်ပျော်သည့် အပြုအမူသည် PE ကဲ့သို့သော ဝင်ရိုးစွန်းမဟုတ်သော ပလတ်စတစ်များနှင့် ကွာခြားပြီး စွမ်းအင်ထည့်သွင်းမှု ပိုမိုလိုအပ်ပါသည်။ ပလပ်စတစ်ပြုလုပ်ခြင်း၏အဆုံးတွင်၊ သွန်းသော PVC သည် ဝက်အူ၏ရှေ့ဆုံးတွင် စုပုံလာပြီး ဝက်အူအား သတ်မှတ်အနေအထားသို့ ပြန်တွန်းပို့သည်။ ဆေးထိုးသည့်အဆင့်တွင်၊ ဝက်အူအား ပလပ်ဂါတစ်ခုအဖြစ်အသွင်ပြောင်းကာ ဟိုက်ဒရောလစ်ဆလင်ဒါ၏တွန်းမှုအောက်တွင် အဆက်မပြတ်အမြန်နှုန်း သို့မဟုတ် အပိုင်းပိုင်းလိုက်သောအမြန်နှုန်းဖြင့် မှိုအပေါက်ထဲသို့ အရည်ပျော်သွားပါသည်။ မှိုပေါက်အတွင်း PVC အရည်ပျော်ခြင်း၏ စီးဆင်းမှုအပြုအမူသည် မှိုအပူချိန်၊ အပြေးသမားဒီဇိုင်းနှင့် ဆေးထိုးခြင်းဆိုင်ရာ ကန့်သတ်ချက်များကြောင့် သက်ရောက်မှုရှိသည်။ ကျိုးကြောင်းဆီလျော်သော လုပ်ငန်းစဉ်ဆက်တင်များသည် မှုတ်အမှတ်အသားများနှင့် ဂဟေလိုင်းများကဲ့သို့သော ချို့ယွင်းချက်များကို ရှောင်ရှားနိုင်သည်။
- လုပ်ငန်းစဉ်ထိန်းချုပ်မှု၏အဓိကအချက်များ
အောင်မြင်သော PVC ဆေးထိုးပုံသွင်းခြင်းသည် သော့ပါရာမီတာများ၏ တိကျသော ထိန်းချုပ်မှုပေါ်တွင် မူတည်သည်။ အပူချိန်ထိန်းခြင်းသည် အဓိကအချက်ဖြစ်သည်။ စည်ကို များသောအားဖြင့် အပူချိန် ၃-၅ ဇုန် ခွဲခြားထားသည်။ အပူချိန် gradient သည် feed port မှ nozzle သို့ တက်လာသော်လည်း ပြိုကွဲခြင်းမှ ကာကွယ်ရန် အမြင့်ဆုံး အပူချိန် 190°C ထက် မကျော်လွန်ပါ။ ဆေးထိုးနှုန်းသည် အရည်ပျော်ခြင်းမုဒ်နှင့် မော်လီကျူး တိမ်းညွှတ်မှုအပေါ် သက်ရောက်မှုရှိသည်။ ထူထဲသော နံရံကပ်ပစ္စည်းများသည် ကျန်နေသောစိတ်ဖိစီးမှုကို လျှော့ချရန် အရှိန်အဟုန်ဖြင့် ဖြည့်သွင်းသင့်ပြီး ပါးလွှာသော နံရံရှိ အစိတ်အပိုင်းများသည် အရွယ်မတိုင်မီ သွေးခဲခြင်းကို ကာကွယ်ရန် အရှိန်မြင့် ဆေးထိုးရန် လိုအပ်ပါသည်။ ဖိအားနှင့်အချိန်ကို ထိန်းညှိခြင်းသည် ထုတ်ကုန်၏ ကျုံ့နှုန်းနှင့် အတိုင်းအတာတည်ငြိမ်မှုကို တိုက်ရိုက်သက်ရောက်စေပြီး ထုတ်ကုန်ဖွဲ့စည်းပုံနှင့် ပစ္စည်းဂုဏ်သတ္တိများအလိုက် အကောင်းဆုံးဖြစ်အောင် လုပ်ဆောင်ရန် လိုအပ်သည်။ အအေးခံချိန်သည် စက်ဝန်းတစ်ခုလုံး၏ 60-70% ဖြစ်သည်။ အအေးခံရေလမ်းကြောင်းများ၏ ဒီဇိုင်းကို ကောင်းမွန်အောင်ပြုလုပ်ခြင်းဖြင့် ထုတ်လုပ်မှုစွမ်းဆောင်ရည်ကို မြှင့်တင်ပေးနိုင်ပါသည်။ PVC ဆေးထိုးပုံသွင်းစက်များသည် လုပ်ငန်းစဉ်တည်ငြိမ်မှုနှင့် ထုတ်ကုန်ညီညွတ်မှုရှိစေရန်အတွက် ဤကန့်သတ်ချက်များကို အချိန်နှင့်တပြေးညီ စောင့်ကြည့်ချိန်ညှိရန် အပိတ်အဝိုင်းထိန်းချုပ်မှုစနစ်များကို အသုံးပြုပါသည်။
PVC ဆေးထိုးပုံသွင်းစက်များ၏ အလုပ်လုပ်ဆောင်မှုနိယာမသည် စက်ပိုင်းဆိုင်ရာဒီဇိုင်းနှင့် ပစ္စည်းသိပ္ပံ၏ ပြီးပြည့်စုံသောပေါင်းစပ်မှုကို ဖော်ညွှန်းသည်။ အပူချိန်ပြောင်းလဲခြင်းနှင့် ဇီဝကမ္မဖြစ်စဉ်များကို တိကျစွာထိန်းချုပ်ခြင်းဖြင့် PVC ကုန်ကြမ်းများကို မတူညီသောလုပ်ဆောင်ချက်များဖြင့် ပလပ်စတစ်ထုတ်ကုန်များအဖြစ်သို့ ပြောင်းလဲပေးပါသည်။ ဤအခြေခံမူများကို ကျွမ်းကျင်ပိုင်နိုင်ခြင်းသည် ထုတ်လုပ်မှုလုပ်ငန်းစဉ်များကို ပိုမိုကောင်းမွန်အောင်ပြုလုပ်ရန်နှင့် အရည်အသွေးပြဿနာများကို ဖြေရှင်းရန်အတွက် သီအိုရီအခြေခံဖြစ်သည်။
3. PVC ဆေးထိုးစက်၏ စက်ပစ္စည်းလက္ခဏာများနှင့် နည်းပညာဆိုင်ရာ အားသာချက်များ
အထူးပလတ်စတစ် ပြုပြင်ရေး ကိရိယာ အမျိုးအစား တစ်ခု အနေဖြင့် PVC ဆေးထိုး ပုံသွင်းစက် တွင် ပစ္စည်း ဂုဏ်သတ္တိ နှင့် ကိုက်ညီသော ထူးခြားသော ဒီဇိုင်းများ ရှိပါသည်။ ဤအင်္ဂါရပ်များသည် PVC ပစ္စည်းများကို လုပ်ဆောင်ရာတွင် သိသာထင်ရှားသော နည်းပညာဆိုင်ရာ အားသာချက်များကို ပြသနိုင်စေပါသည်။ စက်ပိုင်းဆိုင်ရာဖွဲ့စည်းပုံမှ ထိန်းချုပ်မှုစနစ်အထိ၊ PVC ဆေးထိုးစက်၏ လင့်ခ်တိုင်းသည် PVC လုပ်ဆောင်ခြင်း၏ အထူးလိုအပ်ချက်များအတွက် ဂရုတစိုက်ဒီဇိုင်းကို ထင်ဟပ်စေသည်။
- အထူးဝက်အူဒီဇိုင်း
PVC ဆေးထိုးစက်၏အဓိကအင်္ဂါရပ်မှာ၎င်း၏အထူးဝက်အူဖွဲ့စည်းပုံဖြစ်သည်။ သာမာန်ဆေးထိုးပုံသွင်းစက်ဝက်အူများနှင့် နှိုင်းယှဉ်ပါက PVC အထူးဝက်အူများသည် အောက်ပါလက္ခဏာများရှိသည်- သေးငယ်သောရှုထောင့်အချိုး (L/D) (များသောအားဖြင့် 18:1 နှင့် 22:1 ကြား)၊ ပစ္စည်းနေထိုင်ချိန်ကို လျှော့ချပေးသည်။ နိမ့်သောချုံ့အချိုး (1.8-2.5 ခန့်), PVC အမှုန့်သို့မဟုတ်အလွယ်တကူ compressible အမှုန်များအတွက်သင့်လျော်သော; နက်ရှိုင်းသောဝက်အူချောင်း၊ အရည်ပျော်ညီညွှတ်မှုကို မြှင့်တင်ရန် အတားအဆီးအပိုင်း သို့မဟုတ် ခေါင်းကို ရောစပ်ခြင်း။ ဤဒီဇိုင်းသည် PVC ၏ ညံ့ဖျင်းသောအပူတည်ငြိမ်မှုပြဿနာကို ထိရောက်စွာဖြေရှင်းနိုင်ပြီး ပလပ်စတစ်ပြုလုပ်စဉ်အတွင်း ပစ္စည်းများ အပူလွန်ကဲခြင်းနှင့် ပြိုကွဲခြင်းတို့ကို ကာကွယ်ပေးသည်။ ဝက်အူပစ္စည်းကို အများအားဖြင့် သတ္တုစပ်စတီးလ် နှစ်ထပ်ဖြင့် ပြုလုပ်ထားပါသည် သို့မဟုတ် PVC လုပ်ဆောင်နေစဉ်အတွင်း ထုတ်ပေးနိုင်သည့် HCl အက်ဆစ်ဓာတ်ငွေ့ကို ခံနိုင်ရည်ရှိသော ဝတ်ဆင်မှုခံနိုင်ရည်နှင့် ချေးခံနိုင်ရည်တို့ကို ပိုမိုကောင်းမွန်စေရန် အထူးပြုလုပ်ထားသည့် မျက်နှာပြင်ကို ပြုပြင်ထားသည်။ ထို့အပြင် PVC ဆေးထိုးစက်၏ဝက်အူ၏အမြန်နှုန်းအကွာအဝေးသည်အတော်လေးကျဉ်းမြောင်းသည် (များသောအားဖြင့် 30-70rpm) ရှိပြီးအလွန်အမင်းအရှိန်ကြောင့်အလွန်အကျွံဖြတ်တောက်ခြင်းကိုရှောင်ရှားရန်၎င်းကိုတိကျစွာထိန်းချုပ်နိုင်သည်။
- အပူချိန်ထိန်းချုပ်မှုစနစ်ကို ပိုမိုကောင်းမွန်အောင်ပြုလုပ်ခြင်း။






 haixiong@highsun-machinery.com
haixiong@highsun-machinery.com haixiong@highsun-machinery.com
haixiong@highsun-machinery.com +86-136 8570 6288
+86-136 8570 6288